准备好领略交通防撞护栏品类多产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:抚州黎川交通防撞护栏品类多的图文介绍



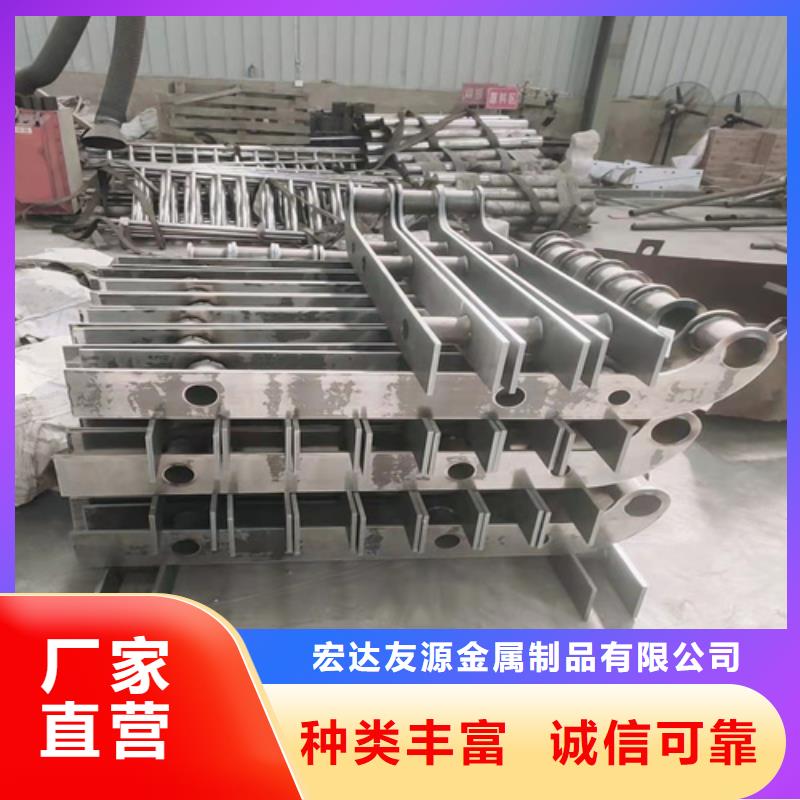
栏杆,应该是我们生活中常见的。一些公共场所,或者是一些公司的周围,以及一些景点排队的地方,都会使用到栏杆。栏杆能够很好的维持了秩序,也能够做好了一定的隔离工作,是经常会使用到的一种辅助的工具。那现在也栏杆不锈钢桥梁防撞护栏,应该是我们生活中常见的不锈钢复合管厂家。一些公共场所,或者是一些公司的周围,以及一些景点排队的地方,都会使用到栏杆。栏杆能够很好的维持了秩序,也能够做好了一定的隔离工作,是经常会使用到的一种辅助的工具。那现在也开始出现了不锈钢复合管护栏,成为了现在比较常见,而且是经常会使用到的一种材质的栏杆。这种的不锈钢复合管桥梁防撞护栏,因为能够在外观上更加的美观,所以能够得到了比较广泛的应用。而在长期的使用中,尤其是经过了长时间的风吹日晒,很多人会发现,这样的栏杆开始生锈了,因此这个时候就需要去进行除锈,但是如何的正确除锈,很多人却不清楚。现在的一些人们不锈钢复合管栏杆,在进行除锈的时候,经常的做法是用砂纸进行打磨,但是这样不但会直接的破坏栏杆的美观,而且还会直接的破坏掉了现在栏杆表面的保护膜,会带来更多的锈迹。因此好的除锈的办法,就是去购买的除锈溶剂,来进行除锈。尤其是想要杜绝锈迹再次出现的话,还可以进行抛光打蜡,这样效果是好的了。所以说,现在的不锈钢复合管桥梁防撞护栏,虽然是能够得到不错的使用,但是与此同时,也是会带来锈迹的问题。这个时候,就要求人们能够按照正确的方式进行除锈,从而能够在保证锈迹在被除掉的情况下,对于栏杆还不会造成任何的伤害。不同的不锈钢复合管桥梁防撞护栏厂家会有不同的技术实力,也就因为他们的技术不同,而让产品质量有很大影响,那么技术会对这种产品的什么方面造成影响呢?首先就是它的外观上会造成很大的影响,它的技术不但包括设计技术,同时也包括焊接技术,如果是一个生产商在的技术不足,就会因没有很好的设计,而让产品没有很好的风格,而在它失去风格之美时,也就等于失去了自身的核心。而且焊接的技术也会对不锈钢复合管桥梁防撞护栏的不美观造成影响,这是需要对技术来进行的一个方面,还有这种设备的使用过程中,是不是有的一定的坚固度也是和技术有很大的关系,在厂家的焊接技术不足的时候,就难让它的坚固度有所,还有其在设计中的力学应用等等,也会影响到产品的坚固度,所以在用户使用这种产品的时候,首先就需要对这方面来进行很好的注意。还有,在不锈钢复合管桥梁防撞护栏的使用过程中,也会对它的防腐有很高的要求,而它的防腐也就会和它的技术相关,比如有些厂家对产品进行了亚光处理,这技术上面的处理就能让它的防腐能力有所。但是需要注意的是这也需要技术,而也并不是所有的厂家都有这技术,所以有些就直接表面不处理,或者是进行一些低级的处理,自然其在防腐能力上就会相对下降一些,所以在用户选择这种产品的时候,也就需要有所注意。



宏达友源金属制品(抚州市黎川县分公司)本着“诚信,务实,创新”的经营理念,承蒙广大客户的支持与厚爱,在近几年的时间得到了良好的发展,并不断的总结 不锈钢桥梁护栏厂家、q235防撞护栏厂家、金属梁柱式防撞栏杆厂家、q345防撞钢护栏厂家经验,整合优势,持续改进,不断顺应市场需求,以品质 不锈钢桥梁护栏厂家、q235防撞护栏厂家、金属梁柱式防撞栏杆厂家、q345防撞钢护栏厂家产品及服务回馈社会。


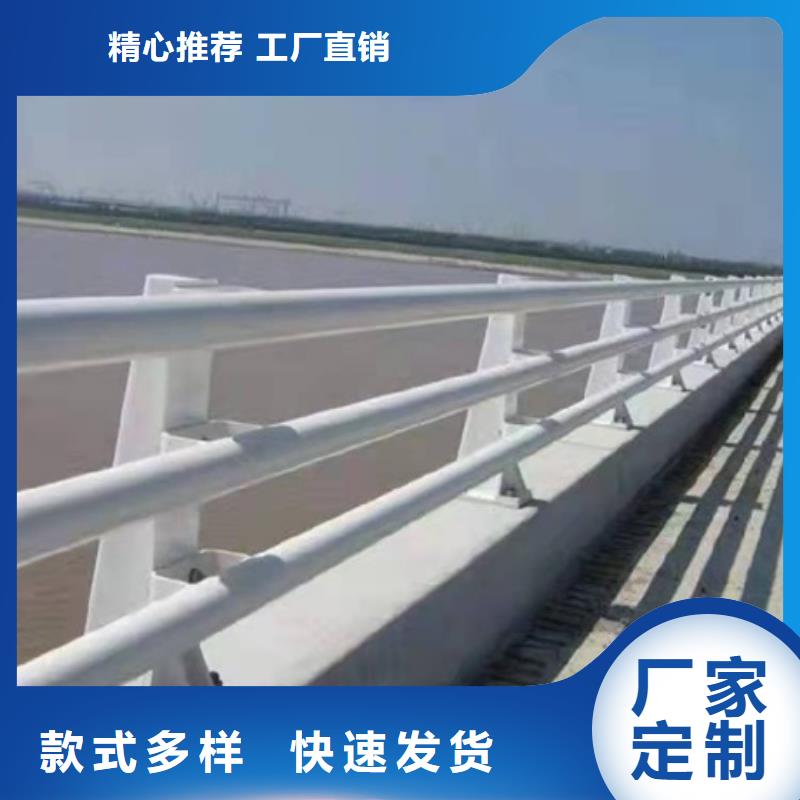
此外,不锈钢护栏与太阳能光伏发电体系、太阳能真空管、真空集热板的结合使用,使不锈钢护栏具有运用绿色、清洁、环保的太阳能造福人类,而且运用寿命长、保护本钱低的成效,在减小乃至根绝污染的一起,大大能耗,具有节能环保的成效。 不锈钢复合管护栏与纯不锈钢钢管护栏比较有哪些优势不锈钢复合管与纯不锈钢钢管比较有哪些优势格拉瑞斯出产的201和304不锈钢/碳素钢复合管,是由不锈钢与优质碳素结构钢等双金属,经高科技同步复合焊接而成,产品兼具。 是纯不锈钢管的佳晋级换代产品.真实完成了装修与负荷的结合。不锈钢/碳钢复合管,不仅明显改进了钢管的外表功能和运用功能,拓宽了其运用范畴,还作为节能和绿色环保新资料,代表着工业开展方向。2002年10月,复合管护栏顺畅,不锈钢复合管从原资料选用,工艺挑选,,商场使用等诸方面,都有了一套严厉的。 不锈钢复合管与其它防腐办法比较有如下共同的优势:该管具有很好的整体性,不会呈现龟裂、撬皮等现象,可容易完成内衬层厚度均匀;对基管的前期处理要求不严,不需要严厉清洗,由于它是机械复合,只要两面没。 不锈钢复合管共同的优势决议了它的运用规模广,只要能依据传输介质及运用温度选好材质,几乎能够说什么职业均可运用,比方选用304或316L不锈钢材料制造内衬层,对石油职业的采油、注水、油水混输等管柱、管网均可使。



桥梁防撞护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。





 扫一扫
扫一扫